

Jednoduchý postup výroby ocelových kuliček
Tvarování kuličkového polotovaru → odstranění kroužků → hrubé broušení → měkké broušení → tvarování kuličkového polotovaru → hladká kulička (nebo pilování → měkké broušení) → tvrdé broušení → jemné broušení → přesné broušení (nebo leštění) → ultra přesné broušení.
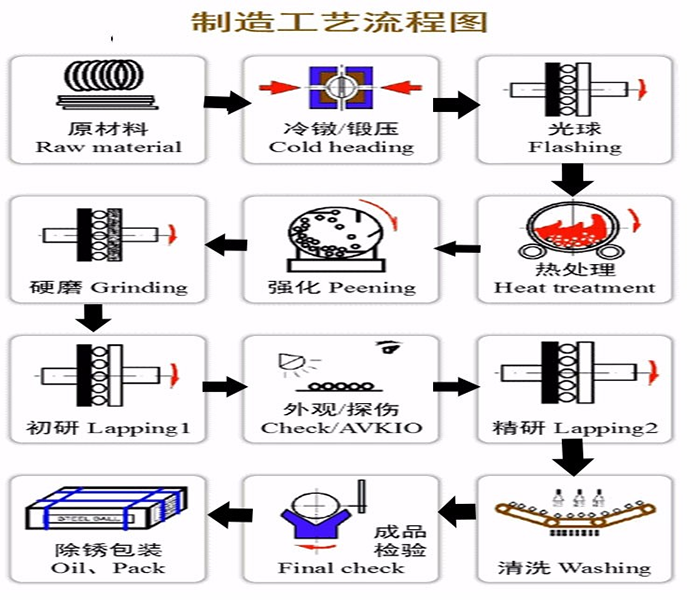
Detailní postup výroby ocelových kuliček
1. Tažení drátu: Natáhněte drát na požadovaný průměr pomocí stroje na tažení drátu;
2. Studené ražení (kování): Umístěte vytažený drát do ocelového kulového stroje na ražení za studena a použijte ocelovou zápustku uvnitř stroje k jeho vykování na kulový polotovar;
3. Světelná koule: Dvě kruhové destičky z litinové brusné koule uvnitř stroje se světelnými koulemi lisují a pilují embryo se studenou hlavičkou, aby se odstranil vnější kroužek a dva póly na embryu;
4. Měkká koule: Dvě kruhové kotouče z litinové brusné koule uvnitř stroje s měkkými kuličkami pilují zárodek lehké kuličky, aby se rozemlely na požadovaný průměr kuličky a drsnost povrchu;
5. Tepelné zpracování: Vložte kouli do pece pro tepelné zpracování, nauhličujte ji, kalte a temperujte, aby získala určitou nauhličovací vrstvu, tvrdost, houževnatost a drtící zatížení;
6. Tvrdé broušení: Kotouč brusného kotouče uvnitř brusky natlakuje a brousí tepelně zpracovaný polotovar koule, aby se odstranila vrstva černého oxidu na povrchu koule a opravila se přesnost koule;
7. Čištění precizního broušení/leštění: Přesné broušení: Bruste zárodek brusné koule v přesné brusce, abyste dosáhli požadované přesnosti a hladkosti hotového výrobku;
Leštění a čištění: Nalijte kuličku do leštícího bubnu a otáčejte jím, poté očistěte kulový povrch leštícím čisticím prostředkem a vodou, aby byl čistý a lesklý;
8. Výběr vzhledu: Pomocí ruční vizuální kontroly zkontrolujte případné vady na povrchu ocelové kuličky a pomocí mikrometru změřte skutečnou kulatost, variace průměru šarže a použijte měřič drsnosti povrchu ke zjištění drsnosti povrchu jako konečnou kontrolu;
9. Balení: Ocelové kuličky/nerezové kuličky/nosné ocelové kuličky potřete antikorozním olejem a zabalte je do kartonových krabic nebo tkaných pytlů.
S rozvojem technologie se poptávka po velkých těžkých ložiscích v průmyslu výroby zařízení dále zvýšila co do množství a kvality a odpovídajícím způsobem je třeba zvýšit i požadavky na množství a kvalitu uložení velkých ložiskových ocelových kuliček. Změna průměru dávky ocelové kuličky by měla být malá, drsnost povrchu ocelové kuličky by měla být malá, přesnost by měla být vysoká a rozdíl mezi tvrdostí jádra a tvrdostí povrchu ocelové kuličky by měl být malý. Průměr velkých ocelových kuliček ložiska nyní dosáhl 150-200 mm.
Výrobní proces velkých ložiskových ocelových kuliček se liší od běžných specifikací. Je provedeno následující srovnání:
1. Výrobní proces velkých ložiskových ocelových kuliček:
Řezání - Kování - Žíhání - Soustružení Zpracování - Tepelné zpracování - Broušení natvrdo - Počáteční výzkum - Přesný výzkum;
2. Proces výroby ocelových kuliček běžné specifikace:
Tažení drátu - Za studena - Lehká kulička - Měkká kulička - Tepelné zpracování - Tvrdé broušení - Jemné broušení;
Výrobní proces dovážených ložiskových ocelových kuliček
1) Výrobní zařízení využívající dovážené ložiskové ocelové kuličky
2) Nejprve posuňte hydraulický válec, abyste posunuli brusnou desku, dokud nebude možné umístit ocelovou kuličku ložiska mezi dvě brusné desky.
3) Nainstalujte kulový výstup a udržujte jej ve volném stavu. Posuňte vřeteno tak, aby vyplnilo prostor mezi dvěma brusnými deskami ocelovými kuličkami, a nastavte výstup kuličky na
Čepel na sběr koulí je pevně připevněna k čelní straně brusné desky (nebo brusného kotouče) a připevněna k výstupu koule. V tomto okamžiku je vhodné vyvinout tlak na dvě brusné desky, aby se kulička z chromové oceli otáčela.
4) Zavřete ochranný kryt, spusťte vodní čerpadlo, spusťte zásobník na materiál a spusťte hlavní hřídel.
5) Podle procesních zvyklostí každé továrny upravte rychlost vřetena a podnosu na materiál a upravte množství kuliček, abyste zajistili, že ocelové kuličky v každé drážce vodicí desky jsou rovnoměrně rozmístěny.
Rovnoměrně rozmístěné a nepřekrývající se.
6) Nastavte brusný tlak, otočte tlakový spínač na ovládacím panelu do otevřené polohy, nastavte ventil zvyšující tlak na panelu hydraulické stanice a zvedněte jej
Specifikujte tlak a zablokujte jej v každé továrně a věnujte pozornost hydraulickému systému, aby byl během spouštění udržován tlak.
7) Za normálních pracovních podmínek je nutné pravidelně sledovat provozní stav, tlak a bezproblémový nástup a výstup hostitele.
8) Když ocelová kulička dosáhne specifikované velikosti a kvality povrchu, nejprve snižte pracovní tlak a poté stiskněte tlačítko hlavního zastavení.
9) Připravte nádobu na odstranění ocelové kuličky ložiska.